
18115559859

熱搜關鍵詞:流體拋光機,磨粒流拋光設備,內孔拋光
磨粒流資訊
- 磨粒流拋光機應用視頻:打造精密表面處··· 2024-11-30
- 磨粒流在模具行業的應用 2024-11-30
- 斯曼克獲得2024年度中國機械工業科··· 2024-11-08
- 斯曼克磨粒流拋光去毛刺,在精密光學行··· 2024-11-08
- 斯曼克磨粒流拋光去毛刺,在手機配件行··· 2024-11-08
- 手機零配件拋光應用——助力手機制造的··· 2024-11-08
- 磨粒流拋光技術:工業精密加工的革命性··· 2024-09-20
- 流體拋光:現代制造的核心工藝 2024-09-20
- 磨粒流拋光對外加工,精密制造的完美之··· 2024-09-20
- 磨粒流拋光:精密制造的革命性工藝 2024-09-20
聯系我們
蘇州總公司:
手機:+86-18136197085
電話:+86-512-36638987
傳真:+86-512-36638997
郵箱:smkafm@163.com
地址:江蘇省蘇州市昆山市張浦鎮濱江北路422號
鋁合金因其良好的耐腐蝕性、高的強度重量比以及能夠與多種金屬和非金屬合金化的獨特性能,近乎成為最具吸引力和最經濟的金屬,尤其是鋁/銅、鋁/硅、鋁/鋰和鋁/鎂/鋰合金在現代工藝中,特別是在航空航天領域有著廣泛的應用。
鋁合金具有較低的激光吸收率,與電子束作用過程中會產生大的元素燒損;鋁合金比重低,極易氧化,使得制粉過程困難,成本高,容易形成微氣孔等缺陷,基于PBF和DED的AM技術針對鋁合金的研究甚少。與粉末相比,目前市場上可以采購到從1系到5系共30多種牌號的鋁合金絲材,且絲材的成本可以控制在粉末的1/10內,這使得WAAM技術成為鋁合金增材制造的最佳方式,特別是針對航空航天領域的中大型結構的各種肋板結構,比如運載火箭的艙壁、飛機翼梁、桁梁等的高效低成本制造。
2.1 鋁合金WAAM工藝
針對鋁合金WAAM成形,在早期針對性能和工藝圍繞GTAW技術進行了大量的研究。Wang等探討了變極性GTAW工藝的適用性,針對Al-Si系4043鋁合金進行了研究,成形的圓筒結構從底部、中部到頂部,成形部件的硬度呈遞增趨勢,頂部有細小的等軸晶,中部和底部有粗大的柱狀晶。Ouyang等采用變極性GTAW工藝成形出5356鋁合金零件,指出影響成形件尺寸精度和表面質量的關鍵因素是控制基本溫度、層間溫度以及電弧長度。國內耿海濱等人采用GTAW技術針對5A06鋁合金進行了成形工藝分析,優化了層間溫度和熱輸入對組織和性能的影響,建立了幾何工藝參數對沉積尺寸的影響模型,同時針對成形路徑進行優化。天津大學的胡繩蓀教授團隊采用GTAW和雙脈沖GMAW技術對鋁鎂合金成形過程的工藝參數優化、熔池液滴過渡方式和力學性能進行了分析。挪威科技大學的Horgar等人針對AA5183鋁合金進行了GMAW增材工藝研究,抗拉強度和屈服強度分別為293MPa和145MPa,可進一步優化工藝以減少氣體孔隙度和熱裂紋。西安交通大學的Chang等人利用WAAM制備了由2319(Al-6.5Cu)和5B06(Al-6.4Mg)異種合金組成的部件,其抗拉強度、屈服強度和伸長率分別為258.5MPa、139.3MPa和5.6%。克蘭菲爾德大學的Stewart教授團隊作為WAAM技術發展的引領者,針對2219合金的WAAM成形工藝參數、氣孔分布缺陷以及力學性能進行了分析,截至目前Cranfield大學已經實現了長6m、質量達300kg的Al-Si合金成形。哈爾濱工業大學的柏久陽采用GTAW技術針對2219鋁合金進行了工藝摸索和熱處理強化研究,沉積態2219鋁合金的平均屈服強度、抗拉強度和斷后伸長率分別為108MPa、239MPa和10.7%,與常規鑄造2219鋁合金仍有較大差距。
CMT工藝具有低的熱輸入,可對焊絲表面進行有效的氧化皮清理,且其成形組織細小且氣孔缺陷較少,已成功地用于鋁板焊接和鋁合金增材制造。哈爾濱工業大學的姜云祿對CMT增材制造沉積態5356鋁合金進行固溶熱處理,并考察熱處理對力學性能的影響。武漢大學的Zhang等針對Al-6Mg合金采用變極性CMT模式進行了工藝研究,沉積樣品的抗拉強度達到333MPa,但是因層間氣孔的存在,不同方向的抗拉強度變化幅度達到27%,如圖7所示。南京理工大學的王克鴻教授團隊針對5356鋁合金采用CMT工藝進行了成形工藝研究,抗拉強度最優值達到265MPa。胡繩蓀教授團隊針對鎂/鋁異種金屬的連接進行了CMT焊接研究,獲得了類似熔釬焊的焊接接頭,并對CMT工藝過程的液滴過渡進行了分析。北京航空航天大學叢保強等指出與采用脈沖CMT和交變CMT工藝沉積的墻結構相比,塊結構中氣孔數量較少,且有部分孔徑大于50μm,但沒有很大的氣孔。此外,在塊結構中,具有較低的熱輸入交變CMT顯示出比脈沖CMT更少的氣孔數量。叢保強等人計算了在送絲速度和焊接速度不變時,常規CMT、脈沖CMT、交變CMT和脈沖交變CMT技術的實際熱輸入分別為331.6J/mm、366.8J/mm、273.4J/mm和135.4J/mm。在相同的沉積速率下,交變CMT和交變脈沖CMT工藝的熱輸入是傳統CMT工藝的0.82和0.4倍。對于傳統的GMAW過渡工藝,采用常規熱輸入通常高于400J/mm;然而,對于噴射過渡,該值約為1000J/mm。西安交通大學的研究人員針對2219和5183鋁合金進行了CMT成形基礎工藝研究,確定了成形2219鋁合金和5183鋁合金的最佳模式和工藝參數,發現采用CMT+交流脈沖(CMT+P)模式下2219鋁合金抗拉強度可達283MPa,采用CMT和交流(CMT+A)模式下5183鋁合金的拉伸強度可達290MPa。
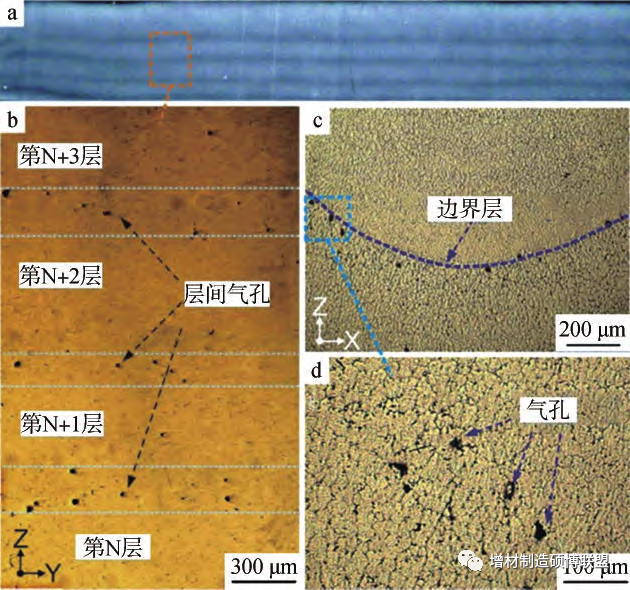
Al-6Mg合金WAAM工藝氣孔分布
2.2 氣孔缺陷
氣孔是WAAM工藝成形鋁合金的一個常見缺陷,對構件機械性能具有不良影響,故需要減少氣孔缺陷。因原材料和工藝誘發的氣孔帶來的微裂紋損傷不僅會降低構件的機械強度,而且氣孔在空間上的尺寸、形狀和分布會導致沉積層的疲勞性能較低。電弧增材制造的原材料,包括絲材和基板,通常有一定程度的表面污染,例如水分、油脂和其他烴類化合物,這類化合物難以完全去除,而這些污染物很容易被吸收到熔池中,并在凝固時產生氣孔。由于氫在固體和液體中的溶解度)明顯不同(熔點溫度660℃時,分別為0.036cm3/kg和0.69cm3/kg),即使是少量的液態溶解氫在凝固后也可能超過溶解度的極限,從而導致氣孔產生。因此,原材料的清潔度對增材制造成形工藝至關重要,特別是對于鋁合金。
工藝誘發的氣孔通常是非球形的,主要是不合理的路徑規劃和不穩定的沉積工藝引起的。鋁合金中氣孔的形成與焊道熔深、熱輸入、枝晶生長以及晶粒的形狀和尺寸密切相關。叢保強等人比較了不同的CMT工作模式,如常規CMT、脈沖CMT、交變CMT和脈沖交變CMT對氣孔形成的影響。研究發現,較高的熱輸入、較大的熔深和隨后形成的粗柱狀晶粒阻止了常規CMT中氫的逸出,出現了大量氣孔,孔徑在10~100μm之間。小孔匯聚是形成尺寸大于100μm大孔的主要原因。與常規CMT相比,脈沖CMT相對較淺的熔深減小了氫的逸出距離,同時較小的晶粒尺寸也是該模式氣孔較少且不存在100μm以上氣孔的原因。在交變CMT模式中,細小等軸晶粒、較低熱輸入、較淺熔深和極性交替產生氧化物的清潔效果可有效地幫助氫逸出,因而沒有孔徑大于50μm的氣孔。采用交變脈沖CMT模式,樣件不存在孔徑大于10μm的氣孔。
可熱處理和不可熱處理鋁合金的氣孔形成與合金元素組分密切相關。可熱處理合金中氣孔的形成是由于共晶相(如Al2Cu)的成核(冷卻期間)和溶解(加熱期間)。東北大學的顧江龍等人對CMT增材制造2219鋁合金進行了研究,并對比了沉積態、沉積—時效態和沉積—碾壓—時效態的組織與力學性能。CMT增材制造的2219鋁合金中存在一種小孔(尺寸為5~20μm),該小孔受到枝晶間隙的影響,枝晶間隙將迫使孔隙分離,阻止大孔的形成。熱處理后,由于共晶相的完全溶解而產生空位,導致小孔數目大幅增加。在不可熱處理合金中,揮發性物質(Mg)的存在以及合金元素組分對金屬凝固的影響是形成氣孔的主要原因。
2.3 強韌化技術
電弧增材制造構件需要通過適當的后處理工藝來改善材料性能,降低其表面粗糙度和氣孔率,并消除殘余應力和變形。針對鋁合金,沉積成形的鋁合金零件機械性能較鍛造狀態存在較大差距。為了獲得更高的抗拉強度,大多數沉積態鋁合金構件需要通過后處理來重構微觀組織。
熱處理是電弧增材制造工藝中廣泛使用的一種降低殘余應力、提高材料強度和硬度的方法。熱處理工藝合適與否取決于目標材料、增材制造方法、工作溫度和熱處理條件。如果熱處理不當,在機械載荷作用下,由于現有殘余應力與載荷應力的組合超過材料的設計極限,很可能造成裂紋的增加。Gu等發現針對Al-Cu6.3%合金,通過T6熱處理后的性能可提升超過75%。
層間冷軋已被證明能有效地誘導晶粒細化,降低電弧增材制造過程中鋁合金、鋼和鈦合金的各向異性和殘余應力,以及提高幾何可重復性。WAAM工藝中,沉積層熱量梯度和交替加熱、冷卻過程導致目標構件具有各向異性的顯微組織演變和力學性能。冷軋工藝通過塑性變形可顯著降低沉積層組織的各向異性。圖8展示了克蘭菲爾德大學開發的層間冷軋系統示意圖。帶槽滾筒通過提供外力來重構零件的微觀結構,增強其縱向抗拉強度。
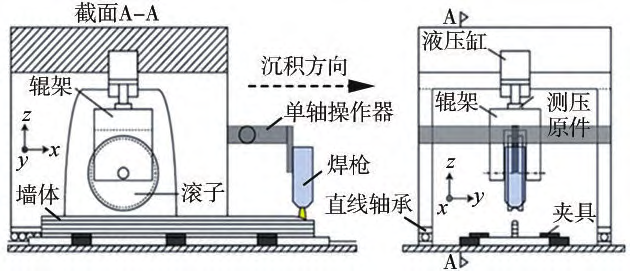
WAAM工藝層間軋制強化裝置示意
層間冷軋對于電弧增材制造鋁合金構件中氫氣孔的愈合也起著關鍵作用。軋制壓力對氣孔結構影響很大,冷軋工藝會產生高密度位錯和空位,這些位錯和空位可以充當原子氫吸收的優先位點和溢出通道。Gu等人研究了層間冷軋和沉積后熱處理對可熱處理和不可熱處理鋁合金氣孔演變的影響。在可熱處理合金中,當采用如圖9所示的滾壓裝置,施加15kN和30kN載荷時,氣孔數量和氣孔面積分別減少68.7%和99.1%,以及83.5%和97.2%;在相同的軋制條件下,對于不可熱處理合金,氣孔數量分別減少25.9%和97.5%,氣孔面積分別減少73.7%和97%。與層間冷軋相比,沉積后熱處理可明顯提高強度。層間冷軋不僅有利于降低氣孔率,而且對晶粒結構也有很大的影響。晶粒尺寸和晶粒取向角隨加載條件的變化而變化,隨著載荷的增加,晶粒尺寸變小,取向角變小。
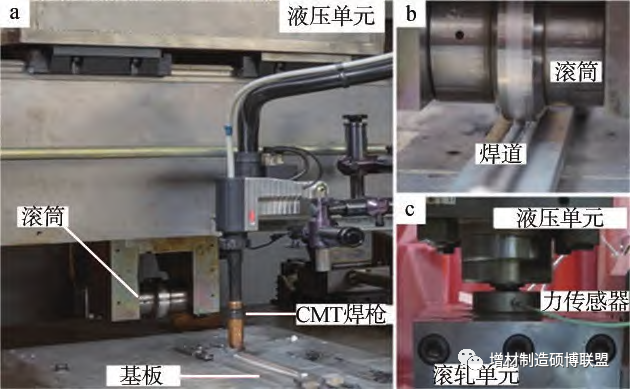
WAAM工藝中使用的滾壓裝置實物
但由于軋制工藝的幾何尺寸限制,這種技術僅適用于簡單的沉積構件,如單道墻。對于具有曲線和拐角的復雜零件,需要開發專用的模具來實現有效的軋制過程,這限制了其在工業上的應用。冷軋技術可以減少殘余應力,但是減少零件整體變形的能力還有待考證。
西安交通大學則通過層間錘擊、激光沖擊等強化手段提升WAAM成形樣件的成形質量。基于CMT的WAAM技術已被廣泛認為是制造大尺寸鋁合金部件的合適方法,然而沉積鋁合金的不良機械性能阻礙了其在航空航天工業中的廣泛應用。與沉積樣品相比,層間錘擊樣品的微觀結構表現出高度精細的晶粒,50.8%變形樣品的屈服強度和極限拉伸強度分別從148.4MPa、288.6MPa提高到240.9MPa、334.6MPa。再結晶的晶粒可以在隨后的錘擊中進一步變形,這導致了位錯密度的增加,并有助于提高層間錘擊加制的2319鋁合金的極限抗拉強度。
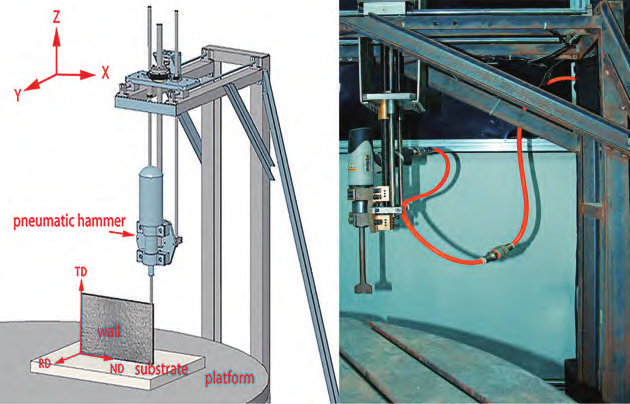
層間錘擊設備樣機
激光沖擊強化(lasershockpeening,LSP)是通過改變金屬材料的次表面微觀結構來提高其機械性能。然而,對于LSP工藝是否能獲得晶粒細化仍存在爭議。西安交通大學研究了LSP對金屬材料的影響,選擇7050鋁合金和316L不銹鋼,它們分別是典型的高和低堆積斷層能(SFE)材料。通過電子背散射衍射(EBSD)說明了不同的LSP周期和能量密度對這兩種材料微觀結構的影響。結果顯示,無論激光周期和能量密度如何變化,都沒有觀察到晶粒細化。最明顯的變化是位錯密度增加,隨著LSP循環和能量密度的增加,觀察到更高的位錯密度。對LSP處理過的區域周圍的硬度和殘余應力進行測量表明,LSP能夠有效地引入600~1300μm的塑性變形層。拉伸試驗表明,兩種材料的屈服強度在LSP處理后都得到了改善。此外,在LSP工藝的基礎上,提出了一種新的方法來計算金屬材料的動態屈服應力。
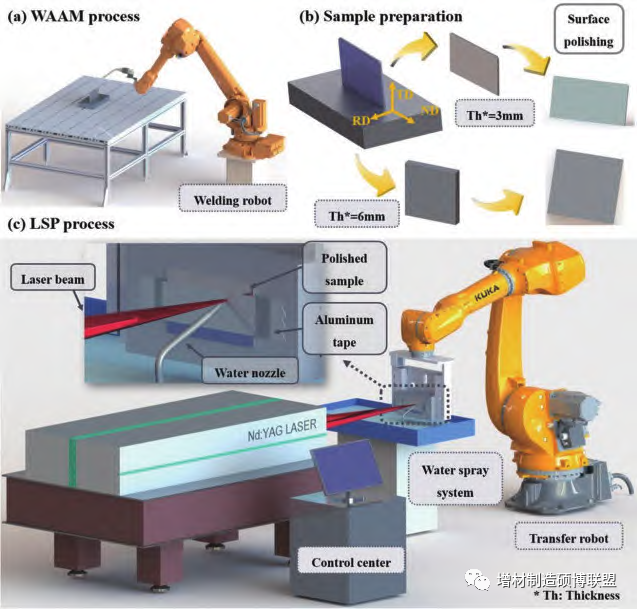
(a)制作墻體樣件;(b)制備測試樣品;
(c)使用由Nd∶YAG脈沖激光器和庫卡機器人組成的LSP系統進行處理
圖11 激光沖擊強化過程示意
由于WAAM成形樣件有相當大的內部孔隙率,零件通常表現出較差的拉伸和疲勞性能。西安交通大學將激光沖擊強化(LSP)作為一種后處理方法應用于WAAM成形的2319鋁合金。通過在材料表面進行LSP處理,產生了厚度1.3mm的影響層,峰值硬度和屈服強度分別提高30.2%和151.2%。在集中的孔隙缺陷周圍的集中殘余應力的作用下,孔隙的數量密度減少了65.3%,而塌陷的減少了65.3%,同時觀察到大尺寸孔隙的塌陷,孔隙密度降低了65.3%,疲勞壽命延長了一倍。
國家增材制造創新中心、西安交通大學盧秉恒院士團隊利用電弧熔絲技術實現了1米級鋁合金火箭貯箱的一體化成形,在此基礎上通過增減材一體化制造技術,制造完成了世界上首件10m級高強鋁合金重型運載火箭連接環樣件,在整體制造的工藝穩定性、精度控制及變形與應力調控等方面均實現重大技術突破。

(a)1 米級火箭貯箱(b)10米級火箭連接環
圖12 高強鋁合金電弧增材制造一體化成形案例

