
18115559859

熱搜關鍵詞:流體拋光機,磨粒流拋光設備,內孔拋光
磨粒流資訊
- 磨粒流拋光機應用視頻:打造精密表面處··· 2024-11-30
- 磨粒流在模具行業的應用 2024-11-30
- 斯曼克獲得2024年度中國機械工業科··· 2024-11-08
- 斯曼克磨粒流拋光去毛刺,在精密光學行··· 2024-11-08
- 斯曼克磨粒流拋光去毛刺,在手機配件行··· 2024-11-08
- 手機零配件拋光應用——助力手機制造的··· 2024-11-08
- 磨粒流拋光技術:工業精密加工的革命性··· 2024-09-20
- 流體拋光:現代制造的核心工藝 2024-09-20
- 磨粒流拋光對外加工,精密制造的完美之··· 2024-09-20
- 磨粒流拋光:精密制造的革命性工藝 2024-09-20
聯系我們
蘇州總公司:
手機:+86-18136197085
電話:+86-512-36638987
傳真:+86-512-36638997
郵箱:smkafm@163.com
地址:江蘇省蘇州市昆山市張浦鎮濱江北路422號
訪問量 :
4688
編輯時間: 2021-10-15 16:20:19
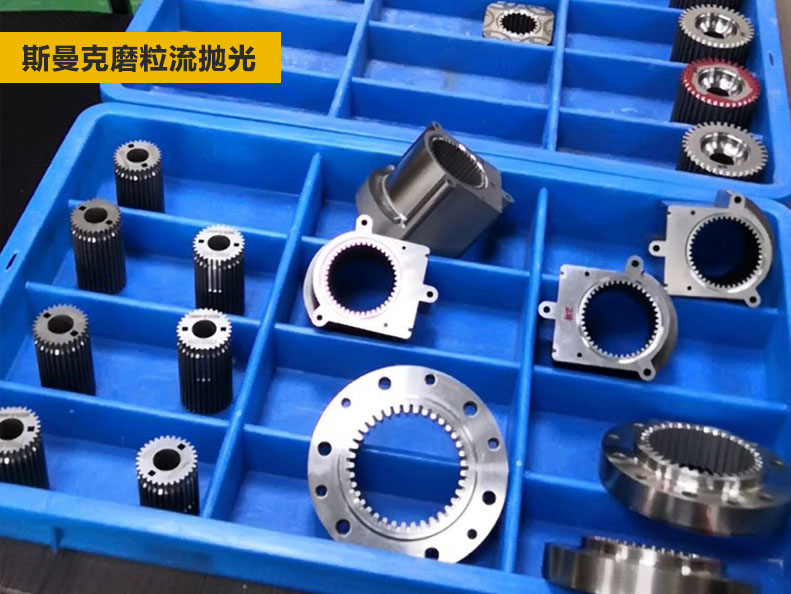
精沖模具拋光前型腔粗糙度為Ra0.5-0.6μm,拋光單邊去除量不得超過0.001-0.0015mm,要求拋光至Ra0.2μm或以下(鏡面效果)。模具型腔呈齒輪結構,或不規則形狀。

拋光工藝:磨粒流
使用高分子彈性軟磨料,通過擠壓運動,使彈性軟磨料通過精沖模具型腔或待拋光面,精細研磨,達到鏡面效果。
具體拋光過程可參考下圖,因實際加工中,模具是被保護在工裝內看不到磨料運動,所以用下圖作為參考。
拋光效率及效果:
節拍:每件1分鐘左右即可拋光完成(因模具底胚粗糙度較好,且要求去除量較低,所以不需要更長時間。如果底胚粗糙度比較差,可以再多拋1分多鐘)。


關于精度保持:
1、通常待拋光面原始粗糙度越好,拋光至鏡面后,去除量越小;
2、根據工件的材質、粗糙度等特性,選擇適宜顆粒度的磨料;
3、通過調節拋光時間、壓力、流速等參數,可控制拋光效果
當然,磨粒流工藝拋光精沖模具,不僅能拋光型腔模具,還可以拋光一些外表面。

使用磨粒流工藝對精沖模具型腔拋光,具有以下優點:
1、更均勻:磨粒流拋光工藝,采用軟性磨料作為研磨介質,拋光效果均勻。而傳統拋光方式,極有可能造成拋光不均的現象。
2、更精密:磨粒流拋光,可最大限度地保持工件原始公差,拋光后去除量不過1μ左右。
3、安全環保:斯曼克磨粒流工藝采用環保磨料進行物理研磨,磨料符合環保標準,不產生危險性氣體、粉塵、化學溶液等,環保安全。

